

以下是:南通电解抛光加工高效率的产品参数
材质 不锈钢奥氏体马氏体 类型 不锈钢电解抛光 产地 张家港 规格 1200*700*800 品牌 灯鼎科技 型号 DD-805-1000a12v 可定制 是 作用 清洗不锈钢焊点氧化皮毛刺增强抗腐蚀能力 南通电解抛光加工率,前海灯鼎实业有限公司为您提供南通电解抛光加工率的资讯,联系人:楚先生,电话:0527-88266888、17768165506,QQ:858787721,发货地:宝安区沙井镇发货到四川省 阿坝市 汶川县、理县、茂县、松潘县、九寨沟县、金川县、小金县、黑水县、马尔康市、壤塘县、若尔盖县、红原县。 四川省,阿坝藏族羌族自治州 阿坝州地处青藏高原东南缘,横断山脉北端与川西北高山峡谷的结合部,地貌以高原和高山峡谷为主。东南部为高山峡谷区,中部为山原区,西北部为高原区。长江上游主要支流岷江、大渡河纵贯全境,是黄河流经四川惟一的地区,是黄河上游的重要水源地。
别再错过任何细节!花费一分钟观看南通电解抛光加工率产品视频,让您的购买决策更加明智。
以下是:南通电解抛光加工率的图文介绍
影响电解抛光的因素: 一 电解抛光液是直接影响电解抛光的因素主要原因: 1扩散系数小,黏度大。 2易与溶解下来的金属离子形成扩散速度更小的多核聚合配合物。本身是一种黏膜稠的酸。 二电解抛光电流密度和电压,通常应控制在极限扩散电流控制区,中阳极极化曲线的平坦区, 2高于此电流密度区时,因有氧气析出,表面易出现气孔、麻点或条纹。 三 温度,温度对阳极极化曲线的影响曲线。 1 电解液温度升高,极限扩散电流逐渐增大,当温度高于90度时,表面抛光的起始电流密度大,阳极铜片的溶解速度过快,因而铜片表面易生成点状或条状腐蚀。 2当电解液温度低于60度时,传质过程慢,抛光的起始电流密度太低,阳极铜片的溶解速度慢,溶解下来的离子不能很快地扩散开来,容易在阳极表面形成CU和HEDP的多核配合物,使用权铜片表面出现沉淀物膜槿麻点。高频整流机,电解抛光设备,厂家直销
11年来,四川阿坝前海灯鼎实业有限公司一直坚定不移地致力于“向用户提供各种各样的 电解抛光光亮剂产品,其 电解抛光光亮剂产品质量超过了国际标准。今年公司投入大量资源,通过先进的生产设备、和测试设备,建立新工厂,提高标准和定制 电解抛光光亮剂产品的生产效率。也保证了每一道工序的科学性。在未来,我们正努力成为全球客户喜爱的品牌,并始终坚持以“创新和绿色逻辑”为核心的核心经营战略。
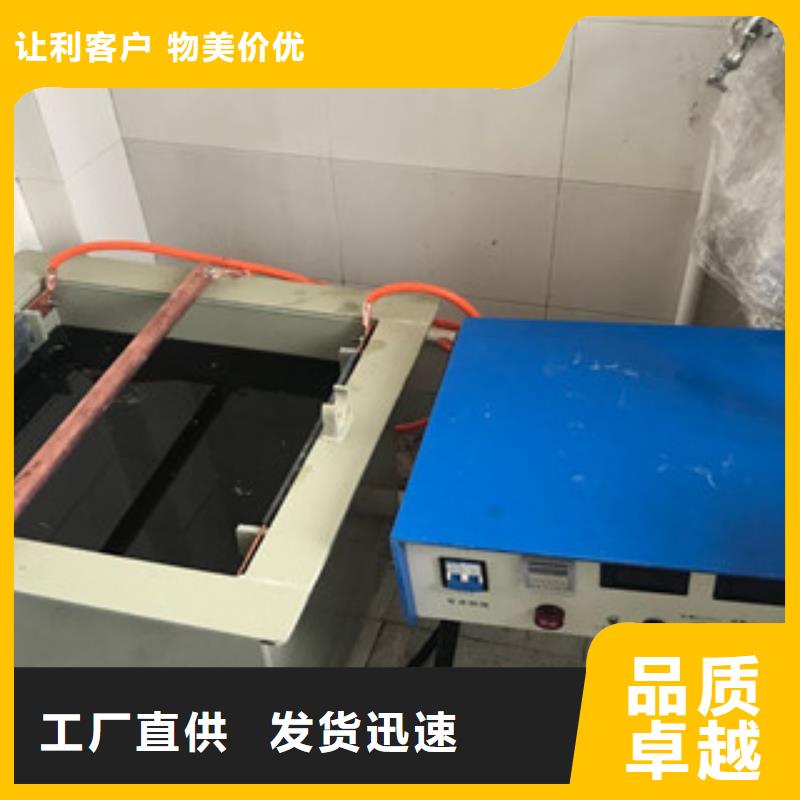
初次使用本品者请详读物质数据MSDS说明,无经验者在专业人士指引下使用· 加热电解液至60-70度,把铅板挂在阴极,需电解抛光的工件用适宜的挂具固定在阳极且保持工件与阴极相对,然后调整电压在2~15伏左右,抛光3~5分钟取出工件,完成电解抛光工艺。电解抛光液初次使用宜选用较大的电压和电流.以使溶液老化.至电解液出现绿色,表明已有一定量的镍、铬离子溶入电解液中,抛光效果为佳。工艺流程 化学除油(脱脂)---漂水---酸洗——漂水——电解抛光——漂水——中和(5%氢氧化钠溶液)----漂水-----晾干或烘干(注:可根据实际情况,调整部分工艺流程。如增加钝化工序)
使用方法:
1.根据工件加工状况先去油脱脂(可采用洗洁精+滚筒抛光清洗、白电油、天那水等或用我司“常温中性清洗剂”直接清洗)、机械抛光件先除腊(可采用我司“通用型除腊清洗剂”),冲水确保表面干净
2.建议简单酸洗(可使用2%~10%的硫酸溶液或者2%盐酸+3%硝酸溶液),可视情省略。
3.清水(不可用污水或自然水)冲洗,冲净工件表面酸洗液。
4. 加热电解液至60-70度(不锈钢),70~80度(不锈铁),把铅板或不锈钢板挂在阴极,需电解抛光的工件用适宜的挂具固定在阳极且保持工件与阴极相对,然后调整电压在3~12伏左右,抛光0.5~5分钟取出工件,完成电解抛光工艺。电解抛光液初次使用宜选用较大的电压和电流.以使溶液达到佳状态.至电解液出现绿色,表明已有一定量的镍、铬离子溶入电解液中,抛光效果为佳.
5.漂水冲洗干净.
6.烘干. 烤箱约为15分钟,100度.检验标准是表面无水迹.
7.将废水集中处理,加碱性石灰水或氢氧化钠等中和,使ph值接近7时再排放.对环境无影响.
南通电解抛光加工率,前海灯鼎实业有限公司专业从事南通电解抛光加工率,联系人:楚先生,电话:0527-88266888、17768165506,QQ:858787721,发货地:宝安区沙井镇,以下是南通电解抛光加工率的详细页面。










